Chemical - Chemical Processing Industry
Important information about the different industries we create pumps for.
Amarinth pumps are supplied into the chemical production industry worldwide. They are specifically designed to handle aggressive and corrosive liquids in an array of material combinations, due to the ability to supply in any castable alloy.
There are a selection of sealing solutions — depending on the level of protection required — including both pressurised double seals and configurations utilising magnetic drives.
The pumps have an inherent high efficiency which, when used throughout a processing plant, can lead to a significant reduction in lifetime costs due to lower energy consumption and maintenance requirements.





We strive to fully understand our customers’ requirements and ensure we deliver to your specifications and expectations within our quoted leadtime. We currently deliver in excess of 95% of orders on-time, measured to the day
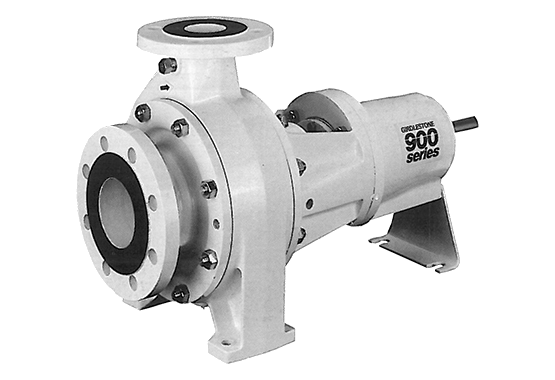
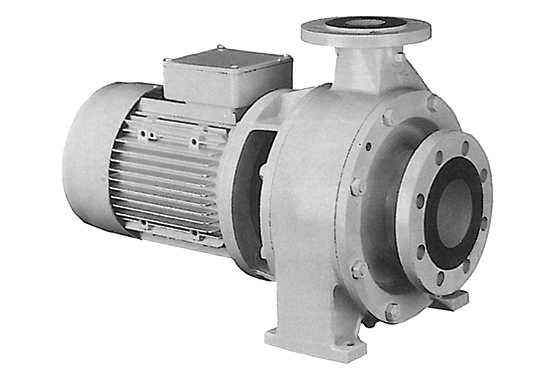
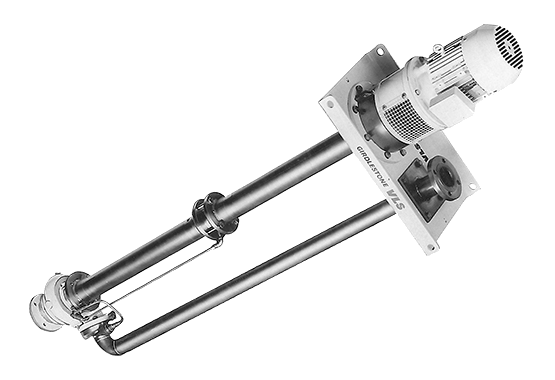
Our horizontal and vertical pumps are designed for a reliable and long service life, meeting or exceeding current industrial and process quality and safety standards. We can supply pumps that are fully interchangeable with former Girdlestone URF, USM, SSM and SSD series pumps, eliminating the need for expensive modifications of process plant and associated downtime. Pumps can also be supplied on bespoke baseplates to match existing footprints. Skid packages comprising of pumps and all ancillary equipment, pipework and instrumentation can be configured and a range of seal support options are available. Working exclusively with UK foundries for all our castings, pumps can be supplied in various exotic alloys, including titanium.
We work closely with our customers to deliver exactly what is needed, on-time and on-budget, which we achieve through:
To find out more about us and how we operate and manage our contracts click here
We have successfully supplied products in the Chemical market to the following international projects in the table below:
We specialise in manufacturing pumps for these applications in the Chemical industry:
Acetic acids |
Biocide / rain |
Caustic transfer |
Chemical processing |
Dosing pumps |

Effluent treatment |
Foam |
Latex |
Liquid fertilizer |
Process Water |
Solvents |
Vinyl acetate monomer |
Wash Water |
Zinc slurry |
The following products are typically supplied by us into the Chemical Market.
We can customise our products to match you exact specification / requirement. Contact us to discuss your exact requirements
We have found 14 technical documents you may find of interest.
View our full library of documents relating to the Chemical Industry.
There are various health and safety regulations around the world that set the maximum continuous noise levels workers can be subject to, but all are broadly in agreement.
This form must be printed & completed before any pump is returned to our factory for repair or refurbishment. It should be faxed or e-mailed to Amarinth before the pump is sent. Pumps delivered to our factory without a decontamination certificate will be rejected and returned
Amarinth explains reverse engineering pitfalls and re-engineering benefits for Girdlestone 910 and 920 pumps
Amarinth explores the traditions of self-priming pumps and compares Amarinth products to traditional self-priming methods
Interpreting pump 'Tropicalisation' definition and the challenges faced by pump manufacturers to design equipment that can operate reliably in high temperature and humidity environments
Amarinth is independently verified by, accredited to or members of the following:












We work together to create innovative solutions which help our customers operate more efficiently and effectively.
Bentwaters Parks, Rendlesham, Woodbridge, Suffolk IP12 2TW. United Kingdom
tel: +44 (0)1394 462 120 fax: +44 (0)1394 462 130
e‑mail: enquiries@amarinth.com web: https://www.amarinth.com
Page printed from: https://www.amarinth.com/specialist-industries/chemical-processing-industry/chemical