Food & Beverage - General Industry
Important information about the different industries we create pumps for.
Amarinth has a long history of providing reliable pumping solutions to the UK food production industry. Over the years it has forged long-standing relationships with many of the most famous brands in this industry sector – becoming the solution provider of choice for numerous major production sites.
There is a hugely diverse range of applications for each mode of food and drink manufacture and Amarinth has references on most. It can offer food grade hygienic pumps, pumps with solid/slurry handling capability, and those with high corrosion resistance. All of its pumps also offer high efficiency and reliability to help drive down plant maintenance costs



We strive to fully understand our customers’ requirements and ensure we deliver to your specifications and expectations within our quoted leadtime. We currently deliver in excess of 95% of orders on-time, measured to the day
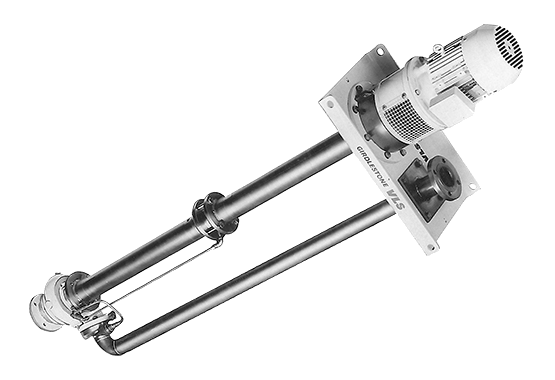
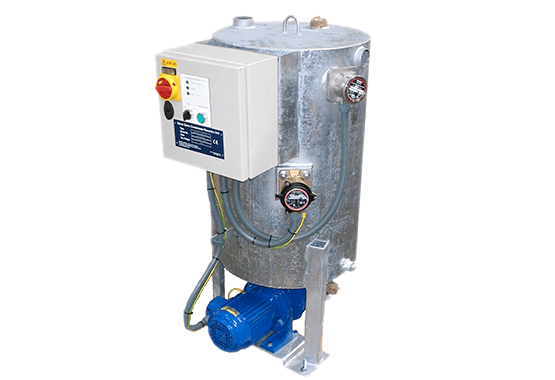
Our horizontal and vertical pumps are designed for a reliable and long service life, meeting or exceeding current industrial and food processing quality and safety standards. We can supply pumps that are fully interchangeable with former Girdlestone URF, USM, SSM and SSD series pumps, eliminating the need for expensive modifications of process plant and associated downtime. Pumps can also be supplied on bespoke baseplates to match existing footprints. Our range of Condensate Recovery Units incorporates high efficiency pumps with multi-stage motors and intelligent control systems. We work exclusively with UK foundries for all castings to ensure consistently high quality and manufacture all critical components within the UK.
We work closely with our customers to deliver exactly what is needed, on-time and on-budget, which we achieve through:
To find out more about us and how we operate and manage our contracts click here
We have successfully supplied products in the Food & Beverage market to the following international projects in the table below:
We specialise in manufacturing pumps for these applications in the Food & Beverage industry:

Brewery processing |
Chemical transfer |

Cooling Water |

Hygene |
Process Water |
Starch Glucose |
Sugar processing |
Utilities |
Wash Water |
The following products are typically supplied by us into the Food & Beverage Market.
We can customise our products to match you exact specification / requirement. Contact us to discuss your exact requirements
Amarinth is independently verified by, accredited to or members of the following:












We work together to create innovative solutions which help our customers operate more efficiently and effectively.
Bentwaters Parks, Rendlesham, Woodbridge, Suffolk IP12 2TW. United Kingdom
tel: +44 (0)1394 462 120 fax: +44 (0)1394 462 130
e‑mail: enquiries@amarinth.com web: https://www.amarinth.com
Page printed from: https://www.amarinth.com/specialist-industries/general-industry/food-production