Using rotodynamic pumps for low shear, produced water applications
FOR IMMEDIATE RELEASE – 16 January 2012
Using rotodynamic pumps for low shear, produced water applications
Oil and gas production plants have to clean up produced water by separating the oil from the water. The separation is done in a variety of ways, one of the more common being with hydrocyclone separation systems. For these to work efficiently, the mixing of oil and water must be minimised preventing restructuring and emulsification during the transfer of the fluid through the separation systems. Oliver Brigginshaw, Managing Director of Amarinth, a leading company specialising in the design, application and manufacture of pumps and associated equipment, explains how Amarinth is using state-of-the-art computer modelling techniques to design rotodynamic pumps that are being used by the oil and gas industry for low shear applications.
The effects of shear
Generally speaking, centrifugal pumps tend to shear liquids and the higher the speed of the pump the more shear results. Shearing occurs along a boundary layer when the velocity of the fluid is changed creating a velocity gradient across the fluid. This causes shear stress between the slower and faster moving flows in the liquid. In a centrifugal pump the shearing effect is highest at the impeller and the resulting turbulence in a fluid of oil suspended in water causes the oil and water to emulsify and when this exceeds a certain level the hydrocyclone separators are not able to extract the oil droplets from the water.
Progressive cavity pumps reach their limit
Low speed progressive cavity (PC) pumps have traditionally been used in such applications where minimising any shearing of the pumped liquid is important. PC pumps increase in length and size as flow rates increase however and there is a limit to their capacity, which is quite small. At the PC pump limit, rotodynamic pumps are used to pump higher flow rates with the additional benefit of requiring a smaller footprint (see Figure 1). Further, rotodynamic pumps achieve this with a smooth continuous delivery and low pulsation effect, and no pressure relief valves are required to prevent system over pressurisation.
On an offshore rig or Floating Production Storage and Offloading (FPSO) vessel for example with on-board hydrocyclone separating systems, the space is often not available for a PC pumps to work at the flow rates needed to handle the produced water coming out of the well. PC pumps also wear out more quickly than centrifugal pumps leading to increased maintenance, something that operators of a rig or vessel that is producing oil 24 hours a day want to minimise.
A compact solution
The oil and gas industry has been at the forefront of the need to design a compact pump that will not shear produced water. In response to this need, Amarinth has approached the use of rotodynamic pumps in low shear applications afresh. Using the latest in Computational Fluid Dynamic (CFD) modelling, hydraulic design engineers are now understanding much more about how to reduce the shearing action of impellers in rotodynamic pumps at high flow rates.
Engineers have determined that the key ratios to reduce the shearing action on the fluid are the inlet area, outlet area and the proportions of the impeller hub. Using 3-dimensional Computer Aided Design (3D CAD) engineers are able to outline new impeller designs which are then imported into vane creation software which controls the shape of the vane and the geometry of the water passage through the impeller.
Once engineers have tuned the impeller and vane design, this is exported directly back into the 3D CAD system where Finite Element Analysis (FEA) is carried out on the impeller and vanes to ensure they are capable of handling the dynamic loads and mechanical stresses.
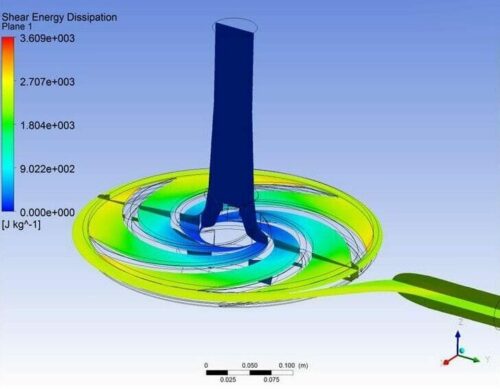
Visualising the flow
Using Computational Fluid Dynamics (CFD), the engineers can then visualise the fluid flow through the pump volute and impeller and predict the point at which shearing will occur and then design the impeller to reduce the shearing effect. The design can be modified iteratively using the various computer applications until engineers are happy with the design, at which time it is transferred to the Rapid Prototyping Machine (RP) to produce an exact vane profile. A computer aided manufacture (CAM) package is then used to produce the final pattern and corebox equipment.
Using these techniques, Amarinth hydraulic design engineers have determined that:
• Turbulence is significantly reduced through controlled changes in fluid velocity and smooth changes in direction
• Optimising the vane tip radius at the impeller inlet can create fluid stagnation at the blade tip which promotes streamline non-turbulent flow into the impeller channels
• Turbulence and shear can be further reduced by matching the impeller vane profile to the casing volute and cutwater design this minimises recirculation and exit wake from the vane trailing edge
• Minimal disruption (eliminating cavitation) of the pumped liquid can be achieved by selecting pumps in the preferred operating range – often pumps in the allowable operating range will work equally well
• Minimal shear at the impeller surface can be achieved through an enhanced surface finish of the impeller
A low shear solution for Larsen & Toubro
The experience of the Amarinth engineers was put to the test when Larsen & Toubro approached the company for a new design of pump that could meet the low shear requirements for produced water coming out of a well stream. Larsen & Toubro were contracted by Oil and Natural Gas Corporation (ONGC) to upgrade the capacity and effectiveness of an existing Produced Water Treatment Plant on a platform in the Mumbai High North field in the Arabian Sea.
The treatment plant uses hydroclyclones for filtering small droplets of oil from produced water coming out of the well production stream. For these to operate effectively it was crucial that emulsification of the oil droplets in the water was prevented, which required “low shear” pumps. Larsen & Toubro defined low shear pumps as those with a speed <1800rpm, head generated <50m and efficiency >75% - all criteria which matched Amarinth’s understanding of a low shear application.
The Amarinth design team was able to assess that Amarinth’s A Series roto-dynamic pump performed within the criteria set by both Amarinth and Larsen & Toubro. Amarinth successfully designed the API 610 OH2 A series centrifugal pumps that met the low shear criteria within a tight 26 week delivery deadline and these have now been put to work in the production stream.
Modelling increasingly finer detail
The use of state-of-the-art software is allowing the Amarinth hydraulic design team to model fluid behaviour in ever finer detail and predict with high degrees of accuracy how mixed fluids such as oil and water will flow through impellers and pumps, breaking down long standing beliefs about what equipment is right for a particular duty and enabling engineers to deliver answers to the ever more demanding needs of oil and gas operators.
Available for download in PDF format, simply click the button below to download.
Download FileNOTES TO EDITORS:
Amarinth is a carbon net zero organisation delivering world-leading expertise in the design, application and manufacture of centrifugal pumps and associated equipment for critical applications in many of the most arduous and hostile environments around the globe.
Founded in 2002, Amarinth has harnessed the skills, creativity and passion of people who have worked in the pump industry for decades, delivering bespoke API and ISO pumps primarily to the offshore and onshore oil & gas industries; nuclear and renewable energy generation; defence; desalination; process and industrial markets.
The company’s innovative approach, business agility and use of sophisticated computer applications enables it to deliver robust, reliable and sustainable pumping solutions on the shortest lead times in the industry.
• Process pumps – API 610, API 685, ISO 5199 horizontal, vertical and in-line bespoke process pumps, including ones that are hydraulically and dimensionally interchangeable with the former Girdlestone and other obsolete pumps.
• Skid packages and modules – Supplied with a variety of drives for applications including de-sanding, mixing, filtration and chemical injection and tailored for the oil & gas, water treatment and power generation industries.
• Condensate recovery – Cutting-edge design providing low NPSH up to 98°C with variable speed drives to reduce cycle time and lower operating costs, available in stainless steel, galvanised or copper tanks for light or heavy industrial uses.
• Seal support – Integrated pressurised and vented seal support systems designed and delivered to API 682 and ISO 5199 standards and specific site specifications and requirements, working closely with AES, Eagle Burgmann, John Crane and Protect System.
• Spare parts – Critical spares for all Amarinth pumps and related components can be dispatched the same day, reducing potential downtime, and in addition components for the former Girdlestone and other obsolete pumps can be re-engineered often improving the performance of existing assets.
• Services – A full range of pump related services, delivered from UK head office or on-site globally, onshore or off-shore, including full commissioning and start-up support; also strip, report and refurbishment of any pump regardless of manufacturer.
Amarinth operates globally from its base in Rendlesham Suffolk, United Kingdom and offices in the Middle East and Malaysia with a global customer base, including BP, Shell, ADNOC, NOV, ExxonMobil, Schlumberger, COSCO, EDF, GlaxoSmithKline, Saudi Aramco, Pfizer, Diageo, Kuwait Oil Company, AMEC, Fluor, LUKOIL, Halliburton, and Babcock.
For further information or photos contact
Comment:
Alex Brigginshaw
Commercial Director
Amarinth Limited
Bentwaters Park, Rendlesham
Woodbridge IP12 2TW
United Kingdom
Tel: +44 (0)1394 462131
Mobile: +44 (0)7703 681821
Alex.Brigginshaw@Amarinth.com
Media Relations:
Phil Harland
B6 Solutions Limited
29 Swan Drive
The Wharf, Aldermaston
Reading RG7 4UZ
United Kingdom
Tel: +44 (0)118 971 3271
Mobile: +44 (0)7880 748380
Phil.Harland@B6solutions.com











