ATEX – in the zone
Potentially Explosive Atmosphere Legislation
ATEX legislation has been in force since 1st July 2003 and now covers potentially explosive gas, dust atmospheres and products with electrical and non-electrical hazards. The penalties for not complying can be severe, so Oliver Brigginshaw, Managing Director of Amarinth Limited, a company specialising in the design, manufacture and application of ATEX specification pumps operating in the chemical, gas and oil industries, has prepared this basic guide to ATEX, so that you can ask the right questions and stand a chance of understanding the answers.
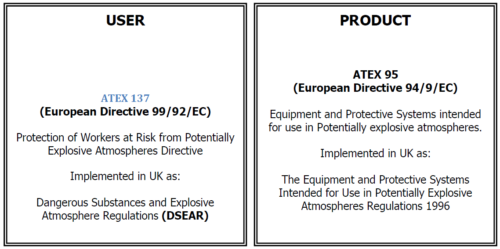
Potentially explosive atmosphere legislation is split into two distinct parts, as shown in Figure 1.
We as the manufacturer are responsible for ensuring that the product is safe and you as the end user are responsible for ensuring that the correct equipment is purchased for your particular hazardous area and is installed, maintained and operated correctly.
ATEX 137 – User responsibilities
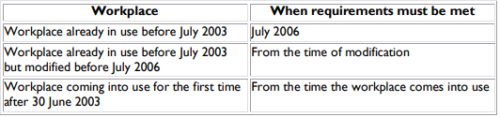
Even if you do not intend to buy new equipment or modify your existing plant, you still have responsibilities. Where a potentially explosive atmosphere cannot be prevented, ATEX 137 (through DSEAR in the UK) requires the user to conduct a risk assessment on the sources of ignition and types of explosive materials - both gas and dust – and to produce an Explosion Protection Document. You can find more useful information on this from the Health & Safety web link www.hse.gov.uk/ . The timing of user ATEX requirements can be confusing depending on the status of your plant, but the broad timescales can be seen in the table to the right.
ATEX 137 requires the user to eliminate or reduce to a minimum identified risks. There is also a requirement to provide accident and emergency procedures and equipment and to provide information and training to employees.
Potentially Explosive Area Zones
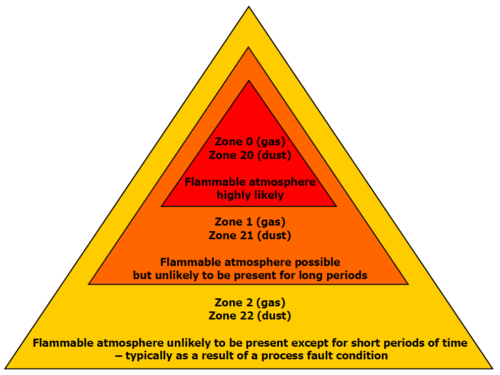
Potentially explosive areas to be classified into ‘zones’ and to mark those zones where necessary. The zoning is based on whether the hazard is due to a gas or dust and the likelihood of occurrence of the hazardous atmosphere, as shown in Figure 2.
Explosive gases are grouped according to key characteristics and are designated by:
• Gas Group (I and IIA, IIB, IIC) or Dust Type.
• Auto-ignition temperature class codes (T1 – T6).
Equipment that is ATEX certified must carry both of these codes on the equipment to identify the type of explosive atmosphere in which it can be safely installed. You can go to the Amarinth web page for useful details on gas and dust groups and ignition temperatures and to access our easy to use guide to zone classification www.amarinth.com/……. .
……. And don’t forget, if you repair, modify or change your process / plant in some way you will need to re-evaluate.
What does the manufacturer have to do?
From July 1st 2003, the manufacturer has responsibilities under ATEX 95 to produce a safe product for the intended potentially explosive atmosphere and to ensure that their product meets the essential health and safety requirements (EHSRs). Manufacturers tend to use what are known as ‘transposed harmonized standards’ as their design guidelines. These are agreed European standards that show conformity to the safety requirements of the directive. For example non-electrical equipment would probably use one of the EN13463 range, such as:
• EN13463-1 – Basic methods and requirements
• EN13463-5 – Constructional safety
• EN13463-8 – Liquid immersion
The product must undergo an appropriate conformity assessment procedure by the manufacturer, many of which involve third party attestation by a Notified Body. However, for some lower categories of equipment, it is possible for the manufacturer to self declare. Reputable manufacturers will apply the correct self-declaration process and conduct design calculations, stress analysis, temperature and load testing and conduct a formal ignition hazard assessment for their product as a matter of course. However, as this is a self-regulating process, there is a risk of malpractice or misinterpretation. Amarinth Limited has taken the route of having their products / information approved by an accredited third party. In this way, Amarinth Limited hope that the market place will readily identify its products as safe and conformant to ATEX requirements.
Finally, the manufacturer then affixes CE marking. Conformity with ATEX 95 means the equipment can be sold anywhere in the European Economic Area.
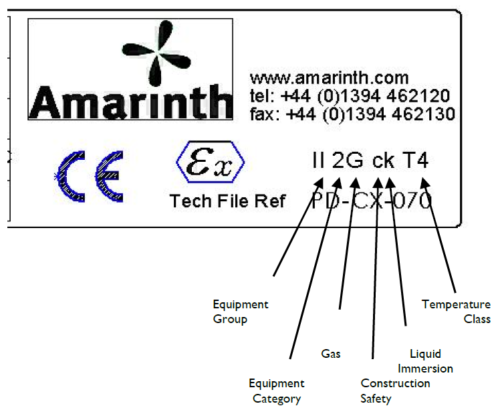
CE marking to ATEX 95 consists of a complicated list of symbols, numbers and letters – on a pump, typically as seen in the image to the right.
How to successfully buy the correct equipment for your ATEX zone.
When you buy from Amarinth Limited, we can help you if you know your ATEX zone details - which you can find in the Explosion Protection Document for your plant:
1. Is the application underground mining or other places
2. ATEX Zone - Is it a gas or dust environment? (0,1,2,20,21,22)
3. Gas group (I, IIA, IIB, IIC) or dust type
4. Temperature class limits (T1 – T6)
5. Any particular protection concepts required at your site (e.g. flameproof motor, immersion)
Go to the Amarinth website to download a useful free guide www.Amarinth.com/……..
Once we understand your requirements, we can select the right product for you based on the environment you have told us about. There are three particular items for you to look out for in the product that is delivered to you:
1. The CE marking on the product 2. The documentation that details out how to install, operate and maintain the product correctly. 3. The CE Declaration of Conformity (see a good example at www.Amarinth.com/……)
You should make sure that you inspect each of these items carefully to make sure that the details match your requirement in the Explosion Protection Document before installing and using the equipment.
The future
Next year, the tightening of ATEX means that all plant operators have to start and plan for changes to their existing equipment. However, this doesn’t mean that all equipment has to be changed in its entirety to be ATEX compliant. For example, with a pump, it may be feasible to leave the liquid end in-situ and simply replace the rotating assembly (where the electrical motors, drive train and heat generating components are located) with a new ATEX compliant system, thereby bringing the whole assembly up to ATEX conformity. Amarinth Limited offers an upgrade for existing pumps – see information in our web link www.Amarinth.com/………
Product repair / refurbishment has to be completed by parties that conform to ATEX 95 or ATEX 137. Increasingly, repair shops will have no option but to align to the manufacturers in order to meet the requirements of the directives. Amarinth Limited – as an original equipment manufacturer - have the capability to repair / refurbish old pump equipment to a conformant level.
For plant operators, ATEX cannot be ignored. Through careful planning however, to ensure that equipment is replaced by independently certified products, this will reduce the risk of complicity and minimise the problem of subsequent changes to equipment in order to ensure compliancy as and when the directive changes.
By choosing Amarinth Limited you are future proofing your investment from potential changes to ATEX legislation where self declaration could be removed as an option.
Useful sources of further information for ATEX are:
Health & Safety Executive web link - www.hse.gov.uk/spd/spdhome.htm Department of Trade & Industry ATEX product standard web link - www.dti.gov.uk/strd/exatps02.pdf European Union website ATEX web link - www.europa.eu.int/comm/enterprise/atex/index.htm
Available for download in PDF format, simply click the button below to download.
Download File










