Reduce the cost of API 610 pump equipment by specifying non-process fluid equipment materials
Process wetted and non-process wetted equipment
A pump skid comprises of three distinct “zones”.
• Equipment that is in direct contact with what is usually a corrosive or toxic process fluid, which is known as “process wetted” equipment.
• Equipment that is not in contact with the process fluid, which is known as “non-process wetted” equipment. This equipment may be in contact with barrier fluid (such as water, water/glycol mix or light mineral oil) or is simply other ancillary components not in contact with any fluids.
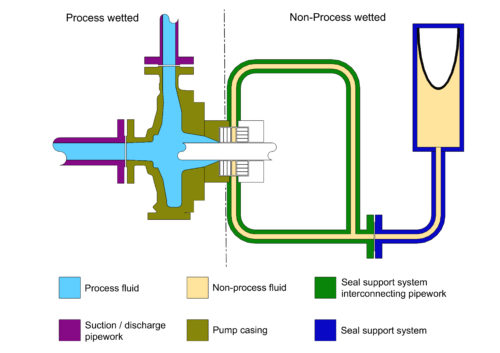
• A mechanical seal that prevents the leakage to atmosphere of the process fluid and is in contact with both the process fluid on one side and the pressurised barrier fluid, i.e. the non-process fluid, on the other. Figure 1 illustrates a typical arrangement with centrifugal pump, mechanical seal, seal support system and interconnecting pipework.
The “process wetted” equipment (to the left) comprises the pump casing, impeller and the pipework and valves etc. carrying the process fluid.
The “non-process wetted” equipment (to the right) comprises the seal support system and interconnecting pipework between the mechanical seal and seal support system along with any components not directly in contact with the process fluid such as fasteners and instrumentation etc.
The mechanical seal on the pump shaft is in contact with both the process fluid on one side and the pressurised barrier fluid, i.e. non-process fluid, on the other. It is usually considered as “process wetted” equipment since the material specification for “process-wetted” equipment will be higher than that for “non-process” wetted.
Material selection
The following sections consider the standards used to define the materials for the following equipment and the consequences of not specifying those materials fully:
- Pump – the pump standard, usually API 610
- Seal Support System – the seal manufacturer’s proposal and standard, usually API 682
- Mechanical Seal – the seal manufacturer’s proposal and standard, usually API 682
- Process Fluid Pipework – the customer’s piping class standard - Seal Support System Pipework – the seal manufacturer’s proposal
- Non-process Wetted Ancillary Components – the pump and seal manufacturer’s proposal
Pump
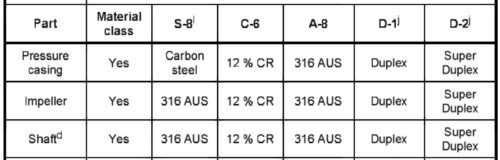
The standard for centrifugal pumps used in the oil and gas industry is API 610 and this, along with the knowledge of the process fluid, enables the selection of material for the process wetted components in the pump, including the casing and impeller, from API 610 Table H (see Figure 2). Depending on the corrosiveness of the process fluid, this material may range from low cost carbon steel to expensive exotic alloys such as duplex stainless steel or Hastelloy.
Mechanical seal
The mechanical seal contains the process fluid, which is usually corrosive or toxic, within the pump preventing leakage at the pump shaft. The standard for mechanical seals used in the oil and gas industry is API 682 which contains no specific material specification table, but it does specify that the material for the gland plate of the mechanical seal in contact with the process fluid must be of equal or higher specification to that used in the pump casing. In practice, due to the smaller components used in the seal, the material is often a higher specification than the pump casing to minimise seal wear and prevent the need for premature replacement.
There is only a minimum requirement for the non-process wetted side of the mechanical seal of 316 stainless steel. Beyond this it is based on Appendix B in API 682. As such, without any specific material specification in API 682, it is down to either the customer to specify the non-process wetted material for the mechanical seal or leave the selection to the seal manufacturer, who will either specify the non-process wetted side to be manufactured from the same material as the process wetted side or may simply specify the minimum requirement of stainless steel for non-process wetted components.
When selecting the material for the non-process wetted side of the mechanical seal, consideration should also be given to a seal or support system failure. If a primary seal fails, then the secondary seal would continue to retain the process fluid for a period of time. The system would normally have safeguards to stop pumping before any major damage occurs. Any process fluid that crosses into the seal support system during a failure would just need to be drained and the system flushed before being brought back into operation. In certain installations, should the seal support system fail, then the primary seal will reverse to seal the process fluid until the system reaches equilibrium. Again, the system will have safeguards to stop pumping before any major damage occurs.
Given the mechanical seal design and the safeguards against the process fluid crossing the primary mechanical seal, the material chosen for the non-process wetted side of the seal could be lower than that used for the process wetted side. However, without a customer material specification, should higher specification materials be selected on the non-process wetted side than are necessary, the cost of the seal would be considerably more expensive than required.
Seal support system
The standard for seal support systems used in the oil and gas industry is API 682, however unlike API 610 there is no material specification table in API 682, other than a minimum requirement of 316 stainless steel, and so it is down to the seal supplier to propose a material or the customer to provide the material specification. The seal support system barrier fluid is usually water, a water/glycol mix or a light mineral oil and as such there is minimal corrosive action and a low risk of contamination should there be a leakage of the barrier fluid.
Without a customer material specification for the seal support system, the default position for the supplier would be to select materials based on the barrier fluid, and so this would usually be stainless steel. However, in some cases the customer mistakenly specifies that the seal support system should use the same material as for the pump, which if the pumped fluid is particularly corrosive or toxic would mean a high material specification such as duplex stainless steel or even Hastelloy. This would be a much more expensive material than necessary for the seal support system, which could be manufactured from stainless steel and/or carbon steel as it will never be in contact with the process fluid during normal operation as the barrier fluid would always be at a higher pressure than the process fluid.
Process fluid pipework
Some specifications will contain a customer or project specific piping class. This will detail the material for the process pipework considering the process fluid, pressures and maintenance routines of the customer. The process pipework could be manufactured from the same material as the pump casing, but it could also be manufactured from a lower quality material as pipework is often considered a maintenance and expendable item by the customer in comparison to the pump itself. The piping class may be relevant when looking at the seal support system pipework, as below.
Interconnecting pipework
During normal operation, the material for the interconnecting pipework between the seal support system and the mechanical seal does not carry, or come into contact with, the process fluid, only the barrier fluid. As such, it does not need to be manufactured from the same material as the process pipework (which may be specified by the piping class, as above, for the process fluid pipework). The pipework for the seal support system will, by default, be chosen by the supplier based on the barrier fluid, and so would usually be stainless steel. However, if the customer mistakenly refers to the process piping class and that has a higher specification than stainless steel, then the same material as the process pipework may be used. This could lead to the seal support system pipework being over specified (for example using super duplex stainless steel or even Hastelloy) and therefore it will be more expensive than is required. Conversely, by following the process fluid piping class the seal support system pipework could also be under specified as the process fluid pipework may be manufactured from carbon steel. This is not suitable for the seal support system pipework which should be a minimum of stainless steel to prevent any corrosion inside the pipework entering and damaging the mechanical seal faces.
Instrumentation and other ancillary components
The materials for instrumentation on process wetted equipment should be specified where relevant in the hookup diagram or instrumentation specifications. It is important that the material for process wetted instrumentation is specified fully otherwise the materials used for the process wetted instrumentation would have to be the same as used for the pump, which may well be of a higher and more expensive specification than would be required (such as super duplex or Hastelloy) and lead to extended procurement lead times.
The materials for the non-process wetted ancillary components (such as such as the gauges and valves in the seal support system) only see the barrier fluid or non-process fluid and so should be fully specified by the customer and not simply follow other material specifications, otherwise unnecessarily expensive materials may be selected for such components leading to increased costs and extended procurement lead times.
Cost implications
If the customer does not specify the materials for the non-process wetted ancillary equipment and components as above, the suppliers are either forced to use more expensive materials than is necessary following other specifications or to make material decisions on the customer’s behalf, which may not be in the customer’s best interest.
The financial impact of the customer not specifying non-process wetted materials may be high if the pump supplier does not take any further action and just follows the process wetted materials or process piping class, for example:
a) The cost of a Plan 53B seal support system for a sour service pump could be some 60% higher if more expensive materials are used throughout than necessary.
b) The cost of other ancillary components for a sour service pump could be 30% higher than those more readily available and which would be suitable for the needs.
Not to mention the extended lead time needed to procure non-standard components and instrumentation manufactured in exotic materials.
Amarinth’s approach
If materials are not specified fully for all ancillary systems and components, then to deliver the most cost-effective design Amarinth will always seek clarification at one of three stages:
i) the Front-End Engineering Design (FEED) stage
ii) the bid/quote stage, and lastly
iii) the post order stage
However, the earlier full material clarification can be achieved, the easier it will be for Amarinth to meet the required lead time and ensure that the most cost-effective system is proposed, in addition to reducing the risk of confusion, queries and contract discussions at time of delivery.
Available for download in PDF format, simply click the button below to download.
Download File