Filtering on vertical pumps
Lubrication of the line bearings can be achieved in a number of ways, either using the pumped fluid or using a separate clean supply. Pumped fluids however, particularly in the oil and gas industry, usually contain varying amounts and sizes of particulates. If such a fluid is used to lubricate the bearings without any filtration the bearings will wear rapidly potentially leading to failure of the pump. There are basically three options that can be considered for bearing lubrication that require different methods of filtering, either internal or external to the pump, and also a monitoring option for environments where it is critical the bearings do not run dry.
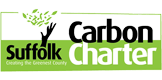
Filtration Option 1 – Internal flush (recirculation)
In this option some of the pumped fluid discharge is fed back to the line bearings to lubricate them. This is achieved with a tee-off below the base plate and the fluid is allowed to flow back through the bearings under gravity. The filter is usually contained in the tee-off.
The advantages of this arrangement are that there is no chance of any leakage as all the lubrication system is contained in the tank and drops back into the sump under gravity.
The disadvantages of this arrangement are that it is only suitable for relatively clean fluids with a 0.5mm and max 100ppm or the filter quickly becomes blocked requiring downtime of the pump to clean the filter. Also, without additional monitoring there is no way to know whether the filter is blocked which would lead to dry-running of the bearings.
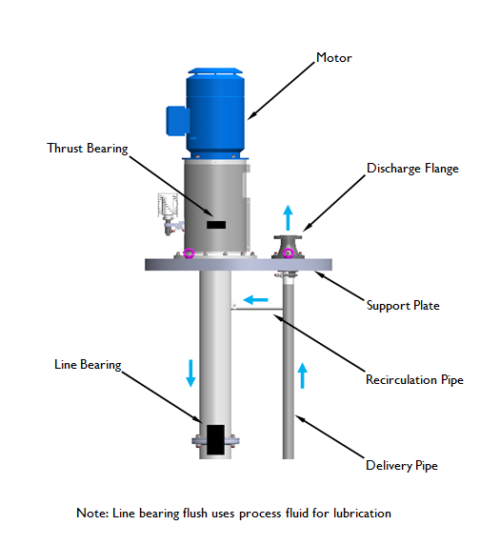
Filtration Option 2 – External strainer (recirculation)
In this option the pumped fluid is still used to lubricate the line bearings, but an external strainer filters the fluid before it is fed back to the bearings. The external strainer system sits above the base plate and the filtered fluid is fed back to the bearings under gravity.
The advantages of this arrangement are that more contaminated fluids can be used for the bearing lubrication and the amount of particulates collected by the strainer can be quickly assessed as it above the base plate. It is also possible to have dual strainer baskets, so cleaning can take place without any pump downtime.
The disadvantages of this arrangement are that the fluid is now external to the pump and so care must be taken to prevent leakage, particularly when pumping hazardous or corrosive fluids through the strainers. Although the strainers can be assessed visibly, without additional monitoring there is still a chance that the strainer becomes blocked which would lead to dry running of the bearings.
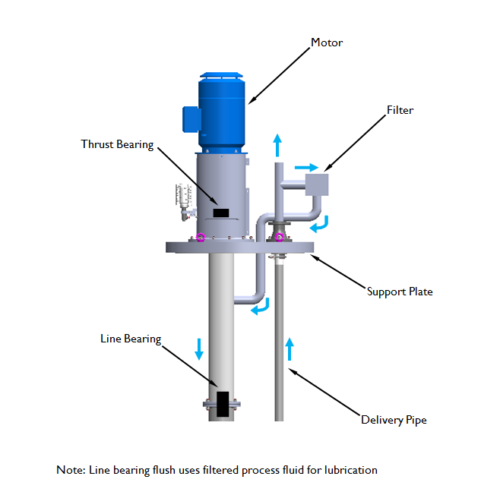
Filtration Option 3 – Clean flush (dedicated)
In this option the pumped fluid is not used to lubricate the line bearings but a clean fluid supply is connected to the pump for this purpose.
The advantages of this arrangement are that no filtration system is necessary and the pumped fluid is maintained in a closed system. Any potential leakage path is minimised, and even if a leakage does occur with the fresh supply it would not be hazardous.
The disadvantages of this arrangement are that the fresh fluid flows through the bearing to the sump and is then pumped out with the rest of the fluid and discarded, which leads to increased costs for operating the pump. Although there is no filtration to block, without additional monitoring there is still a chance that the fresh fluid supply stops which would lead to dry-running of the bearings.
Monitoring Option
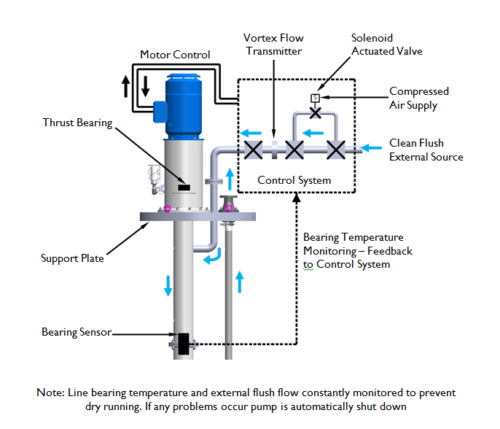
A failure of the line bearing lubrication can lead to a catastrophic failure of the pump and in some environments this can be extremely hazardous. In these cases it is essential to shut down the pump motor quickly if the lubrication system fails.
The solution is to use an intelligent control unit connected to a valve that ensures at start-up the valve is opened and fluid flow is present before the pump motor is started. Flow sensors in the pipes that carry the fluid to the bearings continue to monitor fluid flow and if they detect that the fluid to the bearings has reduced then the control unit can shut down the pump at a pre-determined level, preventing any dry-running of the bearings.
This monitoring arrangement can be used in any filtration and lubrication system and the system can be extended to monitor bearings temperatures, again shutting down the pump motor if temperatures exceed and pre-set limits.
Available for download in PDF format, simply click the button below to download.
Download File