Calculating safe NPSH(a)
Selecting a pump is a balance of many factors, including the volumes and properties of the fluid to be pumped, total static lift, pipe size, pipe losses, the efficiency of the pumps and how frequently the pump will be run. Where space is at a premium or the cost of changing structures or pipework prohibitive, then engineers may also have to deal with an additional factor, a lack of suction head. Not taking the suction head into account fully can cause catastrophic cavitation to occur in the pump. This paper considers the key factors in cost effectively engineering pumps to operate with low Net Positive Suctions Head (NPSH).
Cavitation & NPSH
Cavitation occurs when the pump cannot get enough fluid flow into the impeller and the resulting reduction in pressure causes the liquid to vaporise and form bubbles. These bubbles can grow dramatically and choke an inlet, further reducing the flow of liquid and the performance of the pump. In addition, the bubbles can implode with tremendous force, literally tearing away at the metal surface. The resulting increase in stresses, vibration and noise can lead to premature component replacement and in some cases complete pump failure.
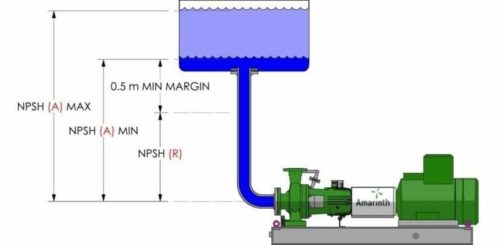
To avoid this catastrophic situation, the pump manufacturer needs to know the NPSH available at the pump - NPSH(A) - and ensure this exceeds that required by the pump to operate without cavitation occurring – what is known as NPSH(R).
NPSH(A) is in principle a straight forward calculation, taking into account the suction static head, pipe friction losses, atmospheric pressure and the vapour pressure of the liquid. For a given NPSH(A), the pump manufacturer generally aims to provide a pump with an NPSH(R) less than NPSH(A) by some 0.5m, though if the accuracy of the data is circumspect (such as pumping a combination of fluids), then it may be better to increase this difference.
However, caution must be exercised as in an industrial process there are many variables where calculations made using existing practices may not produce the most cost effective solution or even render a solution impossible to engineer within given constraints.
Designing a system with low NPSH
The first step in designing a system with low NPSH is to review the physical location of the pumps and vessels. Ensuring the pump is as close to the tank or vessel as possible will minimise pipe losses. Similarly, reducing the number of bends, valves and filters in the pipework between the tank and the pump suction will result in greater NPSH(A). The system designer should also ensure that the pipework is of the right size for the required flow rates and that the minimum level of liquid is sufficiently above the suction vessel outlet, which reduces vortices and potential air entrapment at low levels.
Once these physical changes have been considered, if NPSH(A) is still an issue, then system designers need to look deeper into the application. The first consideration is to understand the lowest operating condition of NPSH(A) – for example it could be a transitional condition resulting from the tank being emptied or an extreme condition of an instrumentation failure causing the tank to be at a “low-low” condition. Where the normal operating condition is relatively stable it may be possible to use this operating condition in the NPSH(A) calculation rather than designing for extremes of failure, which will result in significantly more headroom being required than may be available, or a much more complex engineering solution being needed to meet the requirements.
Simply introducing “safety margins” without due thought to the process can also result in a complex engineering solution with large costs when a simpler solution may be available. For example, API 610 recommends that that the pump manufacturer gives serious consideration to the difference between NPSH(A) and NPSH(R) when calculated using the vapour pressure of the lightest fraction in the oil being pumped. In many process operations, such as offshore rigs or FPSO vessels, the headroom is simply not available to engineer a solution if the calculations are only based on the lightest fraction.
In such cases, the designer must understand the application in more depth and what is behind the accepted practices if a cost effective solution is to be found. In the case of pumping a combination of crude oil or a mix of oil and water, the designer could investigate the lightest bulk vapour pressure of the fluids that the process will encounter rather than just considering the lightest fraction of oil (as specified in API 610), which in many cases may be only a very small percentage of the mix. By halving the vapour pressure used in the NPSH calculation, which would be quite feasible with mixed fluids in the oil industry, it could reduce the static head required by 10m – enough to deliver a much more cost effective solution for the operator.
Designing for maximum efficiency
Pump designers usually design and select pumps to work at maximum efficiency and hence the lowest running costs. A number of parameters dictate the NPSH(R) for any given pump. However, pumps can be specifically designed for low NPSH, all-be-it at the cost of sacrificing some efficiency. This trade off may be worth considering in relation to additional civil and structural costs for the overall system, especially if the pump is not running continuously.
Some specifications will also not allow low energy pumps to operate outside of the Nss limit. Nss is a characteristic number for centrifugal pumps which relates Flowrate, Speed (RPM) and NPSH. It is used to estimate the maximum practical speed at which the pump can run that avoids the possibility of cavitation problems, given the process flowrate and NPSH available from the suction system. The Hydraulic Institute publishes charts for this calculation and a number of Standards and Specifications put a limit on Nss. The reason for this is that it has been found that High Specific Energy Pumps with high suction specific speed are more prone to recirculation, leading to noise, vibration and, in some cases, severe erosion.
In reality the Nss value may be just a fraction over the limit dictated in the specification which means the risk to the pump is minimal and so long as there is no increased noise or vibration it should operate without problem (noise and vibration is a tell-tale sign of cavitation). In this instance relaxing the Nss value should be considered, but not relaxing the noise and vibration limits, and the results will still be a pump that is operating effectively. Many pumps sold today have designs that date back 50 years and so manufacturers often have neither the desire, skills, nor wish to make the investment in new patterns to deliver a low NPSH alternative. To handle low NPSH the pump designer must be prepared to use computer aided engineering (CAE) and computational fluid dynamics (CFD) to “tune” existing designs and/or re-engineer key components to produce a pump capable of delivering the required performance within the NPSH constraints of the plant.
The resulting pump will be one that can deliver the specified performance within the suction head constraints at an efficiency approaching that of a standard pump. The cost of undertaking these modifications is not always as expensive as one might imagine and it is almost always outweighed by the cost or sheer impracticability of modifying the plant structure.
The main issues
To summarise, the following issues should be considered when advising a pump manufacturer of the NPSH(A) for a system:
a) Calculate the NPSH accurately and do not introduce any unnecessary "safety" margins so that appropriate and realistic NPSH(A) vs NPSH(R) margins are used.
b) Consider the percentage of the lightest bulk vapour pressure in the mix, especially if it is small, and use a vapour pressure figure that reflects this and not just that of the lightest fraction.
c) Industry Nss limits restrict NPSH performance, so consider higher Nss values on low energy machines, but ensure that (a) doesn’t make (c) impossible.
d) Clarify whether the stated NPSH(A) condition is the normal operating condition or a transitional condition resulting from perhaps a tank being emptied or a possible extreme condition.
Pump manufacturers must work closely with their customers if they are to deliver a cost effective engineering solution for demanding conditions. In many cases customers understandably err on the side of safety when specifying what is required. The guidelines on which they base these specifications can often be dated or written to take account of old pump design practices and may not apply to modern pumps designed using computer modelling techniques and manufactured from new alloys. It is crucial that customers refrain from compounding these issues by adding their own “safety margins” to these old guidelines and work with a skilled pump manufacturer who will select the best pump to meet their requirements.
Available for download in PDF format, simply click the button below to download.
Download File










